|
|
| Regel 9: |
Regel 9: |
| | '''Handleiding voor het maken van een goede soldeerverbinding''' | | '''Handleiding voor het maken van een goede soldeerverbinding''' |
| | | | |
| − | Aan de hand van dit voorbeeld met een printplaat is hier aangegeven hoe u moet solderen.
| + | In deze '''handleiding voor het solderen''' wordt aangegeven hoe onderdelen op een printplaat gesoldeerd worden. |
| | {{Afbeelding | | {{Afbeelding |
| | |Bestand= Soldeer_bout.png | | |Bestand= Soldeer_bout.png |
| Regel 19: |
Regel 19: |
| | |Positie= Rechts | | |Positie= Rechts |
| | }} | | }} |
| | + | |
| | === De voorbereiding === | | === De voorbereiding === |
| − | Voordat we gaan solderen, dienen we er voor te zorgen dat de aansluitdraad van het onderdeel (de component) goed schoon is. We kunnen de aansluitdraden voorzichtig met een mesje schoonkrabben, maar we kunnen ook fijnkorrelig (waterproof) schuurpapier gebruiken om de draad blank te maken. Ook de koperbanen van de printplaat dienen schoon en vetvrij te zijn (let hierbij ook op vingerafdrukken!)<br />
| + | Voor [[het solderen]] moeten de aansluitdraden van het onderdeel (de component) goed schoon zijn. Zo nodig kunnen de aansluitdraden voorzichtig met een mesje of met fijnkorrelig (waterproof) schuurpapier blank gemaakt worden. Ook de koperbanen van de printplaat moeten schoon en vetvrij zijn, dit kan met b.v. 'Jif' en een schuursponsje, raak de koperkant hierna niet meer aan, om geen vingerafdrukken achter te laten. |
| − | Steek het te solderen onderdeel in de juiste gaten van de print en buig de aansluitdraden aan de koperbaan-zijde onder een hoek van ongeveer 45° om. Hierdoor voorkomt u dat het onderdeel tijdens het solderen weer uit de print valt. | + | |
| | + | Steek het te solderen onderdeel in de juiste gaten van de print en buig eventueel de aansluitdraden aan de koperzijde onder een hoek van ongeveer 45° om, of gebruik een printplaathouder met 'derde hand'. Hierdoor wordt voorkomen dat het onderdeel tijdens het solderen weer uit de print valt. |
| | + | |
| | + | Gebruik voor elektronica en printplaten uitsluitend harskernsoldeer. S39 en vergelijkbare agressieve vloeimiddelen mogen nooit bij elektronica gebruikt worden want deze zullen de printsporen (koperbanen) langzaam aantasten en dan werkt de schakeling niet meer. |
| | + | |
| | === De soldeermethode === | | === De soldeermethode === |
| − | De soldeerbout met lichte druk tegen de aansluitdraad van het onderdeel èn tevens tegen de koperbaan - die op de printplaat zit - houden. Nu de soldeerbout niet meer bewegen en meteen het harskern-soldeertin toevoegen. Zodra de tin de soldeerstift raakt, moet het gaan vloeien (zie: afbeelding 01). | + | De soldeerbout met lichte druk tegen de aansluitdraad van het onderdeel houden en tevens tegen de koperbaan op de printplaat. Nu meteen het (harskern)soldeer toevoegen en het onderdeel niet meer bewegen. Zodra het soldeer de soldeerstift raakt, zal het gaan vloeien (zie afbeelding 01). |
| | | | |
| − | Dankzij de harskern (hars=Colophonium) stroomt het vloeibare tin snel over het koper-oppervlak van de print en rondom de aansluitdraad en kruipt meteen langs de aansluitdraad van het onderdeel een stukje omhoog. | + | Dankzij de harskern (hars = colophonium) vloeit het vloeibare tin over het koperoppervlak van de print en rondom de aansluitdraad en kruipt meteen langs de aansluitdraad van het onderdeel een stukje omhoog. |
| − | Aan de hand van dit voorbeeld met een printplaat is hier aangegeven hoe u moet solderen.
| |
| | {{Afbeelding | | {{Afbeelding |
| | |Bestand= Soldeer_goed.png | | |Bestand= Soldeer_goed.png |
| Regel 34: |
Regel 38: |
| | |Type= Tekening | | |Type= Tekening |
| | |Maker= Fred Eikelboom | | |Maker= Fred Eikelboom |
| − | }} | + | }} |
| | + | |
| | === Snel solderen === | | === Snel solderen === |
| − | Het solderen mag niet langer dan vier tot vijf seconden duren. Het verdient aanbeveling om binnen nog kortere tijd te solderen. Bij te lang verhitten bestaat grote kans dat het onderdeel en/of de print oververhit wordt, waardoor het defect raakt.<br /> | + | Het solderen mag niet langer dan vier tot vijf seconden duren, maar dit hangt af van het soort onderdeel; een onderdeel met relatief veel metaal, zoals een prinkroonsteen of -connector, of een groot koperoppervlak, neemt meer warmte op en het duurt iets langer voordat het soldeer goed vloeit. Dit soort onderdelen kunnen ook met een iets hetere soldeerbout worden gesoldeerd. Bij te lang verhitten bestaat de kans dat het onderdeel en/of de print oververhit wordt, waardoor het onderdeel defect raakt of de koperbaan loslaat van de ondergrond. Knip na het solderen de overtollige draad van het onderdeel ca. 2 mm boven de soldeerverbinding af met een zijkniptang. Hierdoor ontstaat werkruimte voor het solderen van het volgende onderdeel. Een goede soldeerverbinding ziet er uit als in afbeelding 02. |
| − | Knip na het solderen, de overtollige draad van het onderdeel vlak boven de soldeerverbinding af met een scherpe zijkniptang. Hierdoor krijgt u meer werkruimte voor het solderen van het volgende onderdeel. | |
| − | | |
| − | Een perfecte soldeerverbinding ziet er uit als in afbeelding 02. Het soldeertin moet glanzen, en mag niet mat (of dof) zijn. Voorgaande geldt voor 'loodhoudend soldeertin'. Bij 'loodvrij soldeertin' is het oppervlak van de verbinding altijd mat. | |
| | | | |
| − | Hier volgen twee voorbeelden van slechte soldeerverbindingen:
| + | Twee voorbeelden van slechte soldeerverbindingen: |
| | {{Afbeelding | | {{Afbeelding |
| | |Bestand= Soldeer_slecht1.png | | |Bestand= Soldeer_slecht1.png |
| Regel 51: |
Regel 53: |
| | |Positie= Rechts | | |Positie= Rechts |
| | }} | | }} |
| − | ''Dikke druppel soldeertin met eventueel een mat oppervlak''.
| + | # Dikke druppel soldeertin met eventueel een mat oppervlak. Mogelijke oorzaken: |
| − | | + | #* teveel soldeertin aangebracht |
| − | Mogelijke oorzaken: | + | #* onjuiste temperatuur |
| − | :*teveel soldeertin aangebracht
| + | #* vuile aansluitdraden |
| − | :*onjuiste temperatuur
| + | #* vette, vervuilde of licht geoxideerde koperbanen op de printplaat. |
| − | :*vervuilde onderdeel-aansluitdraden
| + | # Smerig, mat en onregelmatig oppervlak, een zogenaamde 'koude las'. Het is mogelijk dat het onderdeel uit de print getrokken kan worden. Mogelijke oorzaken: |
| − | :*vette, vervuilde of licht geoxideerde koperbanen op de printplaat.
| + | #* het onderdeel is bewogen tijdens het stollen van het soldeer |
| − | ''Smerig, mat en onregelmatig oppervlak''.<br />
| + | #* verkeerde soldeerstift in de soldeerbout |
| | + | #* te lage temperatuur of soldeerbout met te weinig vermogen |
| | | | |
| − | Dit is een zogenaamde 'koude las'. Het is hierbij zelfs mogelijk dat het onderdeel uit de print getrokken kan worden.
| |
| − | Mogelijke oorzaken:
| |
| − | :*het onderdeel en/of de soldeerbout zijn bewogen
| |
| − | :*verkeerde soldeerstift in de soldeerbout
| |
| − | :*verkeerde temperatuur.
| |
| | {{Afbeelding | | {{Afbeelding |
| | |Bestand= Soldeer_slecht2.png | | |Bestand= Soldeer_slecht2.png |
| | |Grootte= Klein | | |Grootte= Klein |
| | |Volgnummer= 04 | | |Volgnummer= 04 |
| − | |Omschrijving= Nog een foute soldeerlas, een zogenaamde 'koude las' | + | |Omschrijving= Nog een foute soldeerverbinding, een zogenaamde 'koude las' |
| | |Type= Tekening | | |Type= Tekening |
| | |Maker= Fred Eikelboom | | |Maker= Fred Eikelboom |
| | }} | | }} |
| − | Ook kan dit probleem veroorzaakt worden door:
| + | Dit kan veroorzaakt worden door: |
| − | :*een vervuilde soldeerstift | + | :* een vervuilde soldeerstift |
| − | :*vervuilde aansluitdraden | + | :* vervuilde aansluitdraden |
| − | :*vette-, vervuilde- of licht geoxideerde koperbanen op de printplaat. | + | :* vette, vervuilde of licht geoxideerde koperbanen op de printplaat. |
| | <br clear='all' /> | | <br clear='all' /> |
| | | | |
| − | Gebruik voor printplaten '' '''alleen harskernsoldeer.''' '' S39 en vergelijkbare aggressieve vloeimiddelen mogen '''nooit''' bij elektronica gebruikt worden, want deze zullen de printsporen (koperbanen) langzaam aantasten en dan werkt de print plotseling niet meer.
| |
| | ==== Restanten van hars verwijderen ==== | | ==== Restanten van hars verwijderen ==== |
| − | Na het solderen moet u de harsrestanten verwijderen (wasbenzine). Daardoor kunt u goed zien of alle verbindingen correct zijn én kunt u zien of er niet per ongeluk een verbinding ontstaan is, die er niet hoort te zijn. Controleer dit altijd zorgvuldig voordat u de voedingsspanning aansluit. | + | Na het solderen kunnen de harsrestanten verwijderd worden met wasbenzine of ''thinner''. Daardoor is goed zien of alle verbindingen correct zijn en er is te zien of er niet per ongeluk een kortsluiting is ontstaan tussen aansluitdraden of koperbanen. Controleer de print altijd zorgvuldig, eventueel met een loupe of vergrootglas, voordat de voedingsspanning wordt aangesloten. |
| | {{Linkssectie begin | | {{Linkssectie begin |
| | |Box= AlleenInfo | | |Box= AlleenInfo |
| Regel 103: |
Regel 100: |
| | {{Link Rainer Lussi-Meerkeuze | | {{Link Rainer Lussi-Meerkeuze |
| | |Volgnr= 3 | | |Volgnr= 3 |
| − | |ExtraInfo= Rainer Lüssi | + | |ExtraInfo= Rainer Lüssi |
| | }} | | }} |
| | {{Linkssectie einde}} | | {{Linkssectie einde}} |
| Regel 113: |
Regel 110: |
| | |- valign="top" | | |- valign="top" |
| | ! scope="row" width="77%" | | | ! scope="row" width="77%" | |
| − | | <small>Laatste wijziging: 8 okt 2016 15:45 (CET)</small> | + | | <small>Laatste wijziging: 27 nov 2019 14:45 (CET)</small> |
| | |} | | |} |
| | [[Categorie: Alles|H]] | | [[Categorie: Alles|H]] |
Onder redactie van: BeneluxSpoor.net / Auteur: Rainer Lüssi - Vertaling door Fred Eikelboom
Handleiding voor het maken van een goede soldeerverbinding
In deze handleiding voor het solderen wordt aangegeven hoe onderdelen op een printplaat gesoldeerd worden.
|
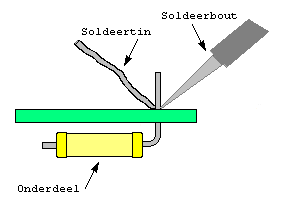
| Afbeelding: 01
|
| Het soldeerproces
|
Tekening gemaakt door: Fred Eikelboom
|
De voorbereiding
Voor het solderen moeten de aansluitdraden van het onderdeel (de component) goed schoon zijn. Zo nodig kunnen de aansluitdraden voorzichtig met een mesje of met fijnkorrelig (waterproof) schuurpapier blank gemaakt worden. Ook de koperbanen van de printplaat moeten schoon en vetvrij zijn, dit kan met b.v. 'Jif' en een schuursponsje, raak de koperkant hierna niet meer aan, om geen vingerafdrukken achter te laten.
Steek het te solderen onderdeel in de juiste gaten van de print en buig eventueel de aansluitdraden aan de koperzijde onder een hoek van ongeveer 45° om, of gebruik een printplaathouder met 'derde hand'. Hierdoor wordt voorkomen dat het onderdeel tijdens het solderen weer uit de print valt.
Gebruik voor elektronica en printplaten uitsluitend harskernsoldeer. S39 en vergelijkbare agressieve vloeimiddelen mogen nooit bij elektronica gebruikt worden want deze zullen de printsporen (koperbanen) langzaam aantasten en dan werkt de schakeling niet meer.
De soldeermethode
De soldeerbout met lichte druk tegen de aansluitdraad van het onderdeel houden en tevens tegen de koperbaan op de printplaat. Nu meteen het (harskern)soldeer toevoegen en het onderdeel niet meer bewegen. Zodra het soldeer de soldeerstift raakt, zal het gaan vloeien (zie afbeelding 01).
Dankzij de harskern (hars = colophonium) vloeit het vloeibare tin over het koperoppervlak van de print en rondom de aansluitdraad en kruipt meteen langs de aansluitdraad van het onderdeel een stukje omhoog.
|
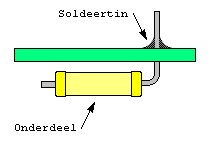
| Afbeelding: 02
|
| Goede soldeerlas
|
| Tekening gemaakt door: Fred Eikelboom
|
Snel solderen
Het solderen mag niet langer dan vier tot vijf seconden duren, maar dit hangt af van het soort onderdeel; een onderdeel met relatief veel metaal, zoals een prinkroonsteen of -connector, of een groot koperoppervlak, neemt meer warmte op en het duurt iets langer voordat het soldeer goed vloeit. Dit soort onderdelen kunnen ook met een iets hetere soldeerbout worden gesoldeerd. Bij te lang verhitten bestaat de kans dat het onderdeel en/of de print oververhit wordt, waardoor het onderdeel defect raakt of de koperbaan loslaat van de ondergrond. Knip na het solderen de overtollige draad van het onderdeel ca. 2 mm boven de soldeerverbinding af met een zijkniptang. Hierdoor ontstaat werkruimte voor het solderen van het volgende onderdeel. Een goede soldeerverbinding ziet er uit als in afbeelding 02.
Twee voorbeelden van slechte soldeerverbindingen:
|
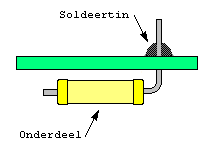
| Afbeelding: 03
|
| Slechte soldeerlas
|
| Tekening gemaakt door: Fred Eikelboom
|
- Dikke druppel soldeertin met eventueel een mat oppervlak. Mogelijke oorzaken:
- teveel soldeertin aangebracht
- onjuiste temperatuur
- vuile aansluitdraden
- vette, vervuilde of licht geoxideerde koperbanen op de printplaat.
- Smerig, mat en onregelmatig oppervlak, een zogenaamde 'koude las'. Het is mogelijk dat het onderdeel uit de print getrokken kan worden. Mogelijke oorzaken:
- het onderdeel is bewogen tijdens het stollen van het soldeer
- verkeerde soldeerstift in de soldeerbout
- te lage temperatuur of soldeerbout met te weinig vermogen

|
| Afbeelding: 04
|
| Nog een foute soldeerverbinding, een zogenaamde 'koude las'
|
| Tekening gemaakt door: Fred Eikelboom
|
Dit kan veroorzaakt worden door:
- een vervuilde soldeerstift
- vervuilde aansluitdraden
- vette, vervuilde of licht geoxideerde koperbanen op de printplaat.
Restanten van hars verwijderen
Na het solderen kunnen de harsrestanten verwijderd worden met wasbenzine of thinner. Daardoor is goed zien of alle verbindingen correct zijn en er is te zien of er niet per ongeluk een kortsluiting is ontstaan tussen aansluitdraden of koperbanen. Controleer de print altijd zorgvuldig, eventueel met een loupe of vergrootglas, voordat de voedingsspanning wordt aangesloten.
Meer informatie
Encyclopedie:
|
|
|
|
|
Basis-informatie
|
|
|
Laatste wijziging: 27 nov 2019 14:45 (CET)
|



